
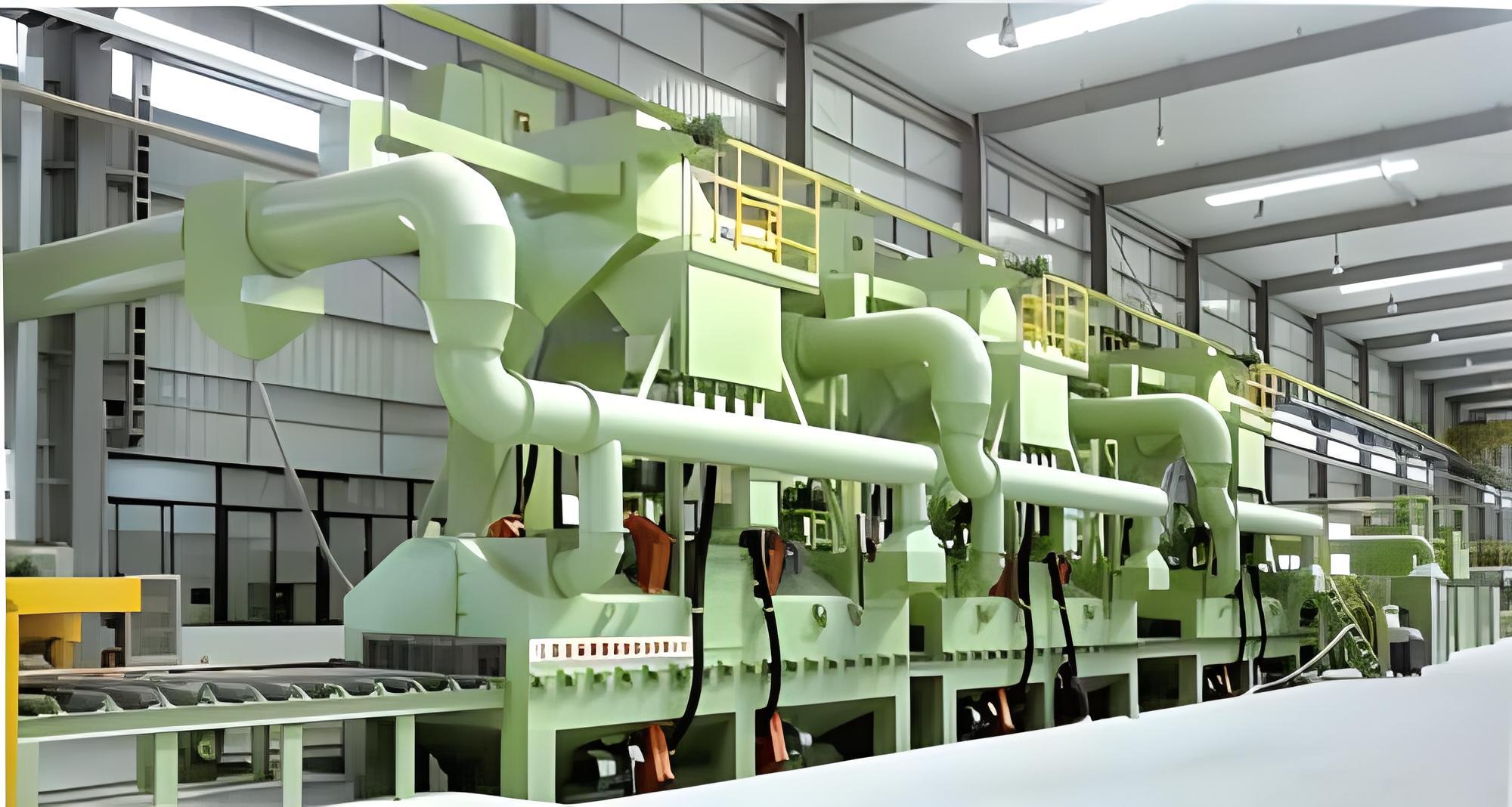


The steel is delivered by the roller conveyor system to the enclosed shot blasting chamber, where shot blasting machines accelerate abrasives (cast steel shot or steel wire cut shot) onto the steel surface, impacting and scraping to remove rust and contaminants. Then, scrapers, roller brushes, recovery screws, and high-pressure blow pipes are used to clean residual shot and dust from the steel surface. The derusted steel enters the painting chamber, where spray guns mounted on upper and lower painting trolleys apply workshop primer (zinc-rich primer or quick-drying paint of equivalent performance) onto the steel surface. The steel then enters the drying chamber to cure the paint film to a "touch-dry" or "hard-dry" state, and is quickly discharged, achieving rust removal and rust prevention.
The entire process achieves rust removal, rust prevention, and surface strengthening. Therefore, the QXY steel pretreatment line uses a programmable logic controller (PLC) to coordinate the entire machine's operation, completing the following process flow:
3.2 Process Flow Diagram
|
|
Loading Station |
|
Unloading Station |
|
||||||
|
Input Roller Table |
Shot Blasting Cleaning Chamber |
Intermediate Transfer Roller Table |
Spray Painting Booth |
Drying Oven |
Output Roller Table |
|||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Dust Collector |
|
Paint Mist Filter |
|
Harmful Gas Purification Unit |
|
||
(1) All workstations are ready; dust collection system is running; shot circulation system is running; paint mist filtration system is running; harmful gas purification system is running; shot blasting motor starts.
(2) If drying is required, the drying system starts and stops after reaching a certain temperature. Throughout the entire process, the PLC controls the drying system temperature to always fluctuate within the set temperature range.
(3) The operator determines the type of steel to be processed.
(4) The loading worker places the steel on the feed roller table and aligns it.
(5) For narrow steel plates, they can be placed side by side on the feed roller table.
(6) The loading worker gives the signal that material placement is complete and starts the feed roller table.
(7) The steel presses onto the pressure rollers of the shot blasting chamber. Since the pressure rollers are segmented, the width of the steel plate can be determined to set the number of shot blasting units to activate.
(8) The height measurement device measures the height of the steel.
(9) The steel presses the pressure roller of the shot blasting system, with a delay.
(10) The roller brush and shot recovery screw descend to the optimal height.
(11) Determine the number of opened shot supply gates for the blasting machine based on the width of the steel plate.
(12) Open the shot supply gates of the blasting machine to clean the steel.
(13) The roller brush sweeps the shot accumulated on the steel, and the shot is swept into the recovery screw and discharged into the chamber by the recovery screw.
(14) The high-pressure fan and compressed air blow off the shot remaining on the steel.
(15) The steel exits the shot blasting system.
(16) If the tail of the steel leaves the pressure roller of the blasting chamber, delay, close the shot supply gates, delay.
(17) The steel presses the pressure roller of the painting chamber.
(18) The painting width measuring device measures the height of the steel.
(19) The spray gun on the painting device descends to the optimal position.
(20) The painting system starts, and the painting width measuring device, fixed on the upper painting trolley, extending out of the painting chamber and moving synchronously with the painting system, begins to detect the steel.
(21) If processing steel plates, the spray gun directly paints according to the data measured by the painting width measuring device. Go to step (23).
(22) When processing profiles, the PLC calculates the spray gun's painting and stopping positions based on the data measured by the painting width measuring device, and the spray gun paints according to this data.
(23) The steel leaves the pressure roller of the painting system, and the spray gun continues painting for a period based on the last painting position data before stopping.
(24) The steel enters the drying chamber, and the paint film is dried (or self-dried).
(25) The steel moves onto the delivery roller table and travels to the unloading station.
(26) If continuing work, go to step (4).
(27) Shut down each station in sequence: the blasting machine motor, the painting system, and the drying system.
(28) Shut down the shot circulation system, dust removal system, paint mist filtration system, harmful gas purification system, etc.
(29) Shut down the entire machine.